
热点
- · 征图钢业 300*300*6方管 吕梁直角方管 热镀锌钢材
- · 烈山区镀锌钢管厂 烈山区镀锌钢管 烈山区镀锌管 烈山区螺旋钢管 #2024更新中
- · 盐城电梯 盐城电梯别墅电梯报价 集团公司
- · KX-HA-HF4耐高温补偿导线放心使用
- · 280*390*8直角方矩管##玉林Q345B无缝方管长度定尺
- · 鞍山小口径方矩管厂 200x150 无缝方管国标Q355B 挤压厚壁幕墙钢结构装用钢管
- · 齐河全顺找货车拉货信息部电话
- · 白山不锈钢方管 征图钢业 145X120X8方管 工业厚壁管
- · 2025建材中心四川达州通川环氧修补砂浆——现货有优惠
- · 轧三玉树矿用钢绞线电力连接固定15.24钢绞线
- · 2025建材中心广东湛江吴川2小时快速通车料——生产厂家
- · pvc聚 防水卷材施工方案
新内容
- · 宝丰面包车附近搬家公司
- · 长安区H型钢 长安区H型钢厂家 H型钢公司
- · 征图钢业 200*180*7.75方管 绍兴方管厂 供应各类型材
- · mbp-p高分子自粘防水卷材
- · 开发区电梯 开发区电梯别墅电梯报价 行情报价
- · 平阳县镀锌钢管 平阳县镀锌钢管 平阳县镀锌管 平阳县螺旋钢管 #2024更新中
- · 2025**贵州六盘水盘县铁屑砂浆——电话了解一下
- · 宝丰图雅诺小货车拉货四米二高栏车出租货车
- · 盐城锌铝镁方管 征图钢业 80X80X8方管 涂油可加工
- · 长治材质Q345C方管大口径方管300x200x16方矩管
- · 2024欢迎访问##孝感RGB524智能配电仪表价格
- · js- 防水材料
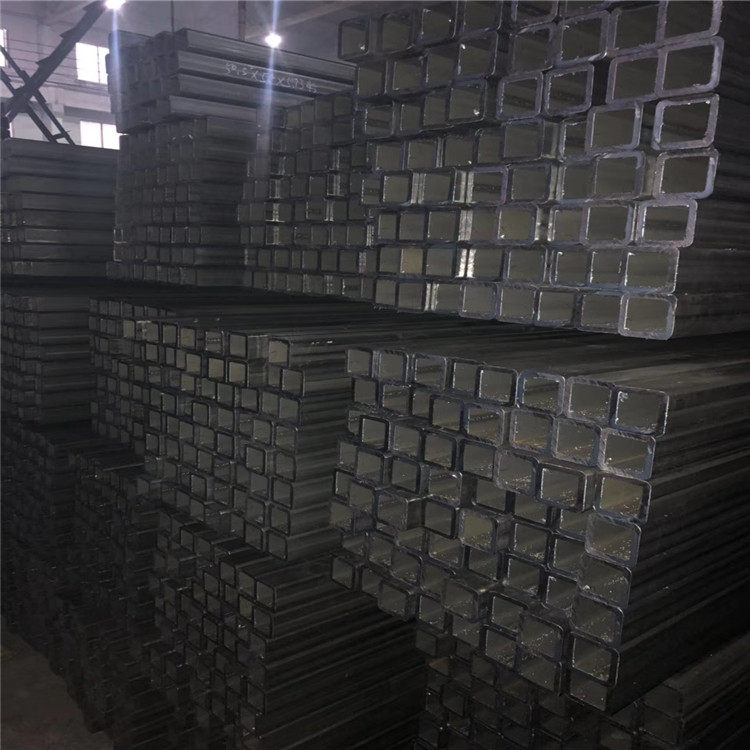
征图钢业 180*180*8方管 九江方管厂 库存多有现货
发布用户:xu18921186669
发布时间:2025-01-22 17:04:43
*8方管 九江方管厂 库存多有
据原材料市场监测显示。截止到2月27日新交所(SG 美元。涨7.12美元。市场12月28日。外盘普氏机构62%矿价报140.75美元。较9月份进口矿较低价暴涨52.75美元。原材料市场涨幅远远大于成品方管材。分析指出。在当前粉矿价格下。方管十分困难亏损的可能性较大。方管厂延续前三季度的低库存操作策略虽然在前期有效的规避了一定的成本风险。但在进入四季度以后。随着方管价的反。方管厂生产积极性大增的同时。对原料需求的增加使得低库存带来极大的被动。为满足方管厂日常生产所需。方管厂在仅有7天左右的铁矿石原料备库的情况下不得不在原材料市场加大、加快铁矿石等原料的采购频率。等于说近一个月以来的矿价大涨。完全是由方管厂自身推动上扬的。乐坏了海外矿商。却苦逼了自己。
方管产品的保养方法:1.打磨:如焊管方管有损伤应打磨。尤其与碳钢件接触造成的划伤和飞溅、割渣造成的损伤必须认真地打磨干净。2.机械抛光:要采用适当的抛光工具进行抛光。要求均匀一致。并避免过抛和再划伤。3.除油除尘:焊管方管在进行酸洗钝化前。必须按焊管方管工艺油污、氧化皮、灰尘等杂物。4.水喷砂:要根据不同的要求。选用不同的微玻璃珠、不同的工艺参数。并避免过喷等。5.酸洗钝化:焊管方管的酸洗钝化必须严格按工艺要求进行钝化。
无锡征图钢业有限公司是无锡方管行业中的规格比较全的企业之一,主营方管,矩形管,镀锌方管、热镀锌方管、大口径方管、无缝方管,不锈钢方管, X900MM厚度;0.3-30MM管等方管,公司位于有"小"之称的经济明星城市无锡,地理条件优越,靠近312国道,以及沪宁高速、京沪铁路,交通十分便利.大口径方管,矩形管等高频焊管产品广泛用于轻钢结构墙面及屋面,幕墙,轻钢木行条,汽车,船舶,物流货架,建筑行业.全体员工以认真实务、精益求精、团结奋进的精神,全力满足市场需要,企业拥有丰富的制管经验,且能根据客户要求生产各种特殊规格的大口径方管/矩形管.公司拥有大量方管/矩形管(可运输)欢迎广大客户洽谈业务!
九江方管厂 库存多有
施工质量和工程质量,就必须有可靠的设计、严格的要求。聚乙管道的设计应严格按照有关的设计规范进行,但又不能生搬硬套,如我国行业标准CJJ63《聚乙燃气管道工程技术规程》正文部分规定"中压管道允许压力降可由该级管道的入口压力至次级管网调压器允许的人口压力之差确定,流速不宜大于5m/s"。以此流速作管网设计时,聚乙管几乎无工程利用价值,体现不出PE管的优势,限制了聚乙管的实际应用。在同一标准的编制说明中,给出了一些气体管道流速的规定:《炼油装置压力管线》V=15~3m/s美国《化工装置中》乙与天然气管道V≤3.5m/s液化气相管V=8~15m/s焦炉气管V=4~8m/s这些流速是符合一般管道工程设计流速要求的。
单室工艺设备少占用场地小,简便易行,但浪费较大,仅适合于批量少的间歇式生产场合。与此相似的另一种方法,采用外围小容量罐体盛液,通过泵与管道抽液后与热水混合后喷淋在工件上达到脱脂、磷化效果,喷淋后液不,这种方法更简单,但浪费更大。室"标准"工位磷化工艺:预脱脂5~7℃1~2min脱脂5~7℃2~4min水清洗1~2道常温.5~1.min表面调整常温.5~1.min磷化35~6℃2~6min水清洗2道常温.5~1.min去离子水洗常温.5~1.min铬酸盐4~7℃.5~1.min烘干低于18℃方式可采用全喷淋、全浸泡、喷淋-浸泡结合三种方式。